低温蒸发污水处理设备:技术创新与环保实践引言随着工业化和城市化进程的加速,污水处理已成为全球环保领域的**议题。传统高温蒸发技术存在能耗高、设备腐蚀严重等问题,而低温蒸发技术凭借其节能、高效、环保等优势,逐渐成为工业废水处理的新选择。本文将深入解析低温蒸发污水处理设备的技术原理、**优势及行业应用。一、技术原理与**组成低温蒸发污水处理设备通过真空负压技术,将废水沸点降至30~80℃,利用热泵系统回收蒸汽潜热,实现水分与污染物的高效分离。其**组件包括:蒸发室:采用316L不锈钢或钛合金材质,耐腐蚀性强,支持连续运行;热泵系统:通过压缩机循环利用热能,能效比(COP)可达3~5,能耗*为传统蒸发的1/3;真空系统:维持,降低沸点并减少结垢风险;冷凝器与控制系统:蒸汽冷凝为蒸馏水(水质达GB/T6682-2008三级标准),PLC+触摸屏实现自动化调节。二、技术优势与创新点节能高效低温(30~60℃)运行减少热能消耗,能耗较传统蒸发降低50%~70%;热泵技术结合余热回收,实现能源比较大化利用。广谱适用性可处理高盐(TDS≤200,000mg/L)、高COD(≤50,000mg/L)废水,适用于电镀、制药、乳化液加工等行业;抗结垢设计(强制循环+晶种法)延长清洗周期。
配备远程监控系统的低温蒸发器支持无人值守运行,减少了人工干预需求,降低了运营成本。广东小型低温蒸发器维修
一、设计阶段工艺选型根据处理物料特性(腐蚀性、盐分浓度、热敏性)选择蒸发模式:MVR机械蒸汽再压缩:适用于高盐废水,通过压缩机提升二次蒸汽焓值,能耗*为传统蒸发器的10%-25%5。真空热泵蒸发:利用制冷剂循环实现低温蒸发,适合食品、制药行业热敏物质处理46。撬装模块化设计:集成蒸发、冷凝、分离单元,支持快速部署,占地面积减少40%5。热力学模拟采用AspenPlus或COMSOL软件模拟传热过程,优化换热面积(通常≥50m²/m³处理量)与真空度(),确保沸点控制在30-50℃16。二、材料与部件制造主体结构材质选择:接触腐蚀性介质部分采用钛材(耐Cl⁻浓度≤20,000ppm)或316L不锈钢,非腐蚀区用Q235B碳钢3。加工工艺:采用旋压成型技术制造蒸发室,壁厚误差≤,确保耐压≥。**组件真空系统:配备干式真空泵(极限真空度≤5Pa)和变频控制阀门,响应时间<2秒3。换热器:采用降膜式或强制循环式设计,传热系数达2500-4000W/(m²·K),结垢速率<。压缩机:磁悬浮离心式压缩机(COP≥),噪音≤75dB(A)5。三、装配与调试系统集成按工艺流程连接蒸发器、冷凝器、分离罐等模块,管道坡度≥1:100防止积液。集成PLC控制系统(如西门子S7-1500)。 揭阳微型低温蒸发器哪家强锂电池回收领域借助低温蒸发器分离电解液溶剂,实现了碳酸酯类物质的高效回收与资源再利用。

二、行业应用与典型案例1.工业废水处理电镀行业:某江苏企业采用低温蒸发设备处理含镍(Ni²⁺)和**物废水,重金属回收率超90%,产水回用于镀件清洗,年节省危废处置费82%6;机械加工:切削液废水经处理后COD从50,000mg/L降至50mg/L以下,实现零排放,浓缩液减量90%6。2.能源领域创新电厂脱硫废水:江西神华九江电厂采用低温蒸发浓缩技术,利用烟气余热作为热源,浓缩倍率达10倍,年节水3800吨,结晶盐纯度≥95%作为副产品销售7。3.新兴领域探索锂电池行业:处理电解液废水时避免高温分解有机物,浓缩液通过结晶干燥回收锂盐,安全性与经济性双优8;垃圾渗滤液:某中试项目将渗滤液浓缩至原体积2%~10%,COD去除率超70%,***降低后续焚烧成本5。三、技术优势与经济效益1.**优势对比指标低温蒸发技术传统MVR蒸发运行温度30~80℃80~120℃能耗(kWh/m³)、高COD、重金属中低浓度废水浓缩液减量率80%~95%60%~80%2.经济效益分析成本节约:以1吨/天处理量为例,年节省危废处置费约68万元,设备投资回收期缩短至8~12个月8;资源回收:某压铸厂处理含重金属废水,年回收锌盐价值超200万元,实现“变废为宝”6。
热泵技术在低温蒸发中的创新作用,热泵系统是低温蒸发器的重要节能组件。压缩机将冷媒压缩升温至70℃以上,通过盘管加热蒸发罐内废水;冷媒膨胀后吸热制冷,使冷凝罐内的水蒸气迅速液化。这种“压缩放热+膨胀吸热”的循环实现了热能的重复利用,较传统蒸发技术节能50%以上。例如,处理高盐废水时,热泵可将吨水能耗控制在130度电以内,同时将浓缩减量率提升至90%以上5811。该技术突破高温蒸发瓶颈,为废水零排放目标奠定l良好基础。经低温蒸发器处理的冷凝水电导率可低于50 μS/cm,达到直接回用于生产环节的标准,降低用水成本。

生态修复:某农村地区采用低温蒸发设备处理畜禽养殖污水,COD去除率超90%,处理后的水质达到灌溉标准,助力生态循环农业发展。技术挑战与未来方向尽管低温蒸发技术优势***,仍面临初期投资较高、处理规模受限等挑战。例如,单台设备处理量通常≤50吨/天,大规模项目需模块化组合,增加复杂性与成本。此外,预处理要求严格,需过滤悬浮物以防止堵塞。未来发展方向聚焦于智能化与资源化:智能化升级:集成物联网传感器实时监控运行参数,AI算法预测结垢周期并自动调节工艺。某企业试点项目显示,智能监控使故障率降低70%。多技术耦合:与膜分离、电渗析联用,构建“预处理-蒸发-深度净化”全流程体系。例如,某光伏废水项目采用“混凝沉淀+低温蒸发+刮板结晶”组合工艺,实现氟离子浓度从120mg/L降至5mg/L以下。可再生能源应用:探索光伏驱动热泵系统,打造零碳污水处理示范项目。青岛某半导体工厂的试点表明,光伏+低温蒸发系统可降低碳排放40%以上。结语低温蒸发技术通过能耗革新与工艺优化,为高污染废水处理提供了可持续解决方案。其应用从电镀、化工等传统领域向新能源、电子制造等新兴行业拓展,成为构建循环经济体系的重要支撑。随着政策对工业废水零排放要求的强化。 智能算法预测设备维护周期的功能降低了故障率,减少了非计划停机时间,保障了生产连续性。广东工业废水低温蒸发器产品介绍
高效填料的应用提升了冷凝器的蒸汽冷凝效率,减少了能源损耗,进一步优化了设备的能效表现。广东小型低温蒸发器维修
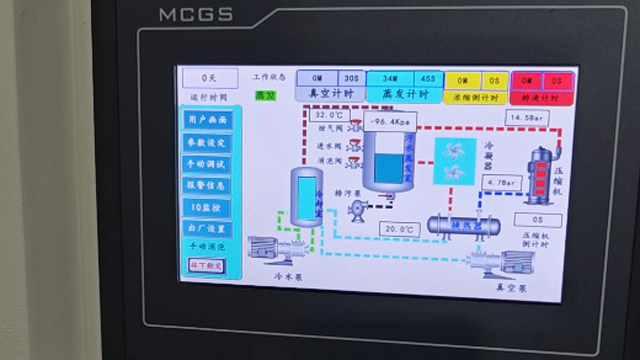
低温蒸发器凭借独特真空低压环境实现液体沸点降低,在30℃至50℃区间即可完成高效水分脱离。其**运行逻辑依托密闭腔体构建负压状态(真空度普遍突破-90kPa),使原本需高温蒸发的工艺环节摆脱热源依赖。废水流入预热模块后快速升温至近沸点阈值,随后进入**蒸发室,腔内低压促使水分子剧烈汽化,蒸汽经冷凝管道接触低温表面迅速液化,**终分离为纯净蒸馏水与高浓度残液。此过程不*规避了常规高温蒸发导致的能源浪费,更有效保护了废水中热敏性物质(如蛋白质、维生素)的活性结构,广泛应用于化工制药、食品加工等对成分完整性要求严苛的领域。数据显示,相同处理规模下,低温蒸发器能耗*为传统多效蒸发的30%-40%,且浓缩残渣含水率可压缩至20%以内,***降低后续固废处置成本。 广东小型低温蒸发器维修
广东岐川智能装备有限公司免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的商铺,信息的真实性、准确性和合法性由该信息的来源商铺所属企业完全负责。本站对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。
友情提醒: 建议您在购买相关产品前务必确认资质及产品质量,过低的价格有可能是虚假信息,请谨慎对待,谨防上当受骗。